Question Re: No. 4 receiver steel.
Retrieved: 06/19/2014
I have read about the EN series steel used in the newer No.1 Ishapore enfields. Does anyone know what kind of steel was used in the No.4 receivers and did they use the same type of steel in the US and Canada as they did in Britain? There is plenty of information on German Mauser steel, Japanese type 99 steel, Springfield steel, and M1 Garand steel, but there is little on British Enfield steels except "improved metallurgy and that is not very helpful.
SavageShooter
Oct 05, 2011
I think you mean the Indian 2A rifle in 7.62 caliber.
So far I've found nothing on the alloy used for No.4 actions.
I did find information on the Chrome Nickel Steel alloy used for the SMLE action body, its similar to the alloy used to manufacture the M1917 and P-14 rifles, with a lower nickel content on average and a much lower acceptable nickel content. I believe this would mean some SMLE actions are stronger than others simply due to variation in the percentage of nickel used.
I'll dig out the information on this alloy and post it here. Not much but a start.
coyote tracker
Oct 05, 2011
I did mean the 2A oops. Sometimes the older numbering system gets confusing.
I was hoping that Ian Skennerton might have covered this in one of his books, but I have yet to get and read them. I still don't know which EN steels they used.
There are some remarkable posts of photos and history of the Garand manufacture. I really would like to see the same for the British Enfields before the information is lost to the past.
JoesGeo
Oct 06, 2011
The 2A's use some sort of EN steel.
AndrewT
Oct 06, 2011
I've heard the 2As were made with EN36 grade steel.
SavageShooter
Oct 07, 2011
I looked up the EN36 steel, its a Chrome-Nickel steel much like that used by the British for SMLE production. Theres no mention of vanadium in this alloy, so either the claims of the 2A using a Chrome Vanadium alloy are incorrect, or this might not be the correct alloy designation.
Alan De Enfield
Oct 07, 2011
"Ishapore 7.62's use a much superior grade of steel to the No1 rifles."
Internet myth.
Peter Laidler reported on another forum that having heard this rumour he arranged to test the validity.
They purchased several (assorted) 2A's and 2A1's and subjected them to all metalurgical tests possible at (I think) a University.
Compared the results to the same test on No1 rifles.
Conclusions = Identical material (within normal manufacturing tolerances)
What was interesting to note was that a couple of the 2A's / 2A1's were found to be No1 rifles that had been FR'd to 7.62 standard and 'scrubbed' - however it was still possible to see under a microscope the original No1 Mk3* markings.
So there it is - from the most experienced armourer there is.
(Although its no answer for the original question on No4 steel)
SavageShooter
Oct 08, 2011
Obtaining an exact percentage of alloying metals from a sample is easier said than done. Two samples of steels with widely varying strengths and characteristics can seen near identical under most tests. Both may contain Nickel and Chrome but the methods used to blend the alloy may be very different form one manufacturer to another, and be subject to a higher or lower level of the state of the art if production were seperated by decades.
Still haven't found the formula for the steel used for the SMLE. When I doo I'll compare the contents and percentages to EN36, and check to see if EN36 is in fact the alloy used.
Nickel Steel alloys are an extremely good choice for firearms manufacture. The nickel content of the British alloy was bit low, not high enough to be considered a true Nickel steel according to some sources. True Nickel steels were from 6% to 9% If I recall correctly, the British alloy used between 2.75 and 3.5 percent Nickel.
Simply making sure the nickel content was at the higher figure throughout any given lot of a alloy would make for more reliably stronger actions.
coyote tracker
Oct 08, 2011
The reason I want to know the type of steel used is to start at the beginning and know the potential of a steel and then see if that potential is fully realized. I would certainly agree that the alloy and its quality are only a small part. One misstep and you end up with receivers that are too brittle or too soft (Early Springfields). Forging temp and stress relieving are equally important just as judging temperature by eye (especially with different lighting) is different than measuring temperature by pyrometer.
Was that Kyber Pass rifle made from the steel from a hull of a freighter or a warship and do I want to shoot it. ETC.
One other example: Is it better to buy a Ford made on Wednesday or Friday?
SavageShooter
Oct 08, 2011
Many Kyber Pass fire arms are made from slabs of armor plating salvaged from a pre WW1 era Turkish warship broken up for scrap many years ago.
I saw a good documentery on this years ago.
The majority of armor plating made back then was a Nickel Steel alloy, probably much the same as the steel used for SMLE action bodies.
Normally a SMLE action body is only heat treated at the resistence shoulders (locking lug seats). They used an electrode to heat those areas so as not to anneal the steel near it.
In an article that mentioned the SWES48 alloy it was stated that those action bodies received no hardening except at the resistence shoulders. This is called differential heat treatment.
I looked into the properties of the EN36 steel and found it was very good for through hardening as well as case hardening.
If these 2A action bodies were through hardened (tool hardened) and the seats then given an extra heat treatment to reduce wear, then that would likely reduce any tendency to stretch or warp.
PS
Gibbs rifle company has always stated that the 2A rifles they used as a basis
for some of their carbines were made from Chrome Vanadium steel, so if its a
myth its not one started by the internet.
Vanadium is known to reduce probability of cracks forming in machined or ground surfaces. Some spring steels use vanadium to prevent surface cracking that would propagate and cause failure.
So Chrome Vanadium steel would be an excellent choice for an SMLE type action body.
coyote tracker
Oct 09, 2011
SavageShooter,
Thanks for the update in particular the information on the Kyber Pass rifles.
I knew that at least some C96 mauser copies were made from ship steel (Darra,
Pakistan), but did not get the full story. It is unfortunate that the victors
used a lot of warships as targets and in nuclear testing. A true waste to send
thousands of tons of high quality steel to the bottom of the ocean.
The metallurgical information especially that on vanadium is also interesting.
I have another question reguarding the smle heat treatment. Did the entire receiver get at least some heat treament to increase the tensile strength. I know some alloys can be better through hardened than others and again that is part of the reason I asked my original question. This is part of my enigma i.e. whether the hardening was thru and thru or pack hardened (or carburized by some means only at the surface).
SavageShooter
Oct 09, 2011
Here's the only source on how the rifles were made that I've found so far, and its for the much older Lee Metford and possibly LE actions.
Quote:
THE MAKING OF RIFLES.
AT a recent meeting of the Institution of Civil Engineers, Mr. John
Rigby, superintendent, Enfield Factory, read an interesting paper on the
manufacture of small arms. We reproduce from the abstract printed for the
Institution Mr. Kigby's lucid account of the various processes of manufacture
of the components of the Lee-Metford Mark I. magazine-rifle, of 0.303 inch
bore, the weapon adopted for the British Army - an account which he prefaced
with a general description of the Enfield Factory.
The most important part of a rifle was the barrel, which had always engaged the special attention of gun-makers. Up to the time of the Crimean War, it was, for the bulk of British troops, a comparatively rude tube of iron, lap- welded under rolls and tapering externally, with a cylindrical bore of about -- inch diameter. The barrel of the present day was a steel tube of accurate workmanship, only -fc inch bore, almost perfectly true and straight, rifled to ^Vir inch, and so closely inspected that the existence of the most minute grey or seam in the bore, requiring a highly-practised eye to detect it, was sufficient to condemn it. The material used was produced either by the Siemens-Martin or the crucible process of manufacture, and was supplied to Enfield as a solid round bar l| inch diameter and 15^ inches long. After severe testing, this bar was parsed through a rolling-mill to draw it to its full length : it was then taken to the forge, the swell at the breech-end was stamped to the required shape by a steamhammer, and afterwards straightened cold. The next step was to submit the bar, without annealing, to the turning and drilling-machines. The latter were horizontal, the drills operating from each end. In the process of drilling, the barrel revolved at nearly 1,000 revolutions a minute against half-round bits held flat down, a capillary tube, of brass, supplying a soap-and-oil emulsion, at a pressure of 8o Ib. to the square inch, to wash out theswarth and cool the cutting-edge. The drills advancing from each end continued boring until a small disk about TJ7 inch diameter broke out, and the two holes met. The tendency of the drills to follow the line of axis of a revolving bar was one of those curious occurrences in practical mechanics which might be accounted for after observation, but which no one would predict. Occasionally, through some defect in the steel, a drill wandered from the axial line ; in this case the barrel was taken from the machine and reset sufficiently to bring the hole true again. To test its truth, a ray of light was made to illuminate the flat bottom of the hole while the barrel slowly revolved. It was very rarely that a barrel was rendered waste from bad drilling. Rough-boring followed with a three-edged bit, the blade being about 4 inches long. The rough external turning was effected in self-acting lathes, which gave the required curved taper. Three or four cutters acted simultaneously, each producing a long cutting that attested the quality of the metal of the barrel. The operation of barrel-setting followed. Previous to rough-turning, the barrels were fairly straight internally, but the removal of the metal caused slight inequalities which were tested by the eye of the barrel-setter, and corrected by transverse blows. This constituted skilled labour of a peculiar character, and was performed by young men of good sight, who were specially trained for the purpose. After middle life the eye generally lost some of the quality necessary for this work, and it was rare to find a man excel in it after that period. Many mechanical devices had been contrived to supersede the simple ray of light laid, as ¡fit were a straight edge, along the surface of the bore ; but the eye still remained the arbiter of straightness and could be relied on for very accurate results. The construction of the barrel was completed by the important operation of rifling. In British small-arm factories the system was followed of planing out each groove separately with a hooked Gutter, and had been brought almost to perfection. In Continental and American factories the grooves were ploughed out by cutters, with several cut I ing or knife-edges set at an angle and following one another in the manner of a single-cut file or float. Similar machines had been tried at Enfield, but did not give as smooth a cut as the slower-moving, single-tooth machines. A few passes of a lead lap, fed with fine emery, removed any burr that might remain, and completed the polish; a cylindrical lap, spinning rapidly, was then passed through, and gave the final finish to the barrels. The limits of gauging were from 0.303 to 0.305 inch.
Next in importance to the barrel was the mechanism of the breech, for which the material preferred was crucible cast-steel of a mild character, but capable of being hardened in those parts exposed to the pressure of the bolt. The body was forged in two operations under the steam-hammer ; it was then drilled and subjected to along series of operations, in the course of which the end was recessed to receive the screwed end of the barrel, and the corresponding thread in the recess was milled out in a specially-contrived machine, which insured that the thread should always start in the same place relative to the gauged part of the body, a point of great importance. The bolt, also of crucible cast-steel, was forged under the steam-hammer. A special machine, invented at Enfield, was used to finish the bolt after shaping. After machining, the bolts, packed in wood charcoal in iron cases, were heated and hardened by immersion in I oil. The temper of the handle was then reduced in a lead bath. The rest of the bolt was tempered straw-colour. The bolt-head was similarly hardened and tempered.
The other components of a complete rifle were mostly shaped by mills built up to the proposed profile, or by copy-milling machines. The process of drifting was used with good results I at Enfield. AH such slots or perforations as had parallel sides, and were not cylindrical, were so finished. The common practice in drifting was to push the drift, but at Enfield much better work was accomplished by pulling. It was found that used in this way drifts were very valuable for interchangeable work. The sides were cut with successive teeth, each slightly larger than the preceding one, andfthe whole length of the drift was drawn through. Emery wheels were also largely used at Enfield as a substitute for finish-milling and filing. The wheels ran under hoods connected with a pneumatic exhaust that carried away the heated particles of steel and grit. It was popularly supposed that a machine once adjusted to turn out a component of a certain size and shape was capable of reproducing such in large numbers, all absolutely identical. This was so far from being the case that no die, no drill, and no milling-cutter actually made two consecutive articles the same size. The wear of the cutters or dies proceeded slowly but surely, and it was only possible to produce in large numbers components of dimensions varying betweenja superior and an inferior limit. In smallarm manufacture a variation of about one two thousandth of an inch was about the amount tolerated, but it varied according to the size of the piece. A difference of diameter of one twothousandth of an inch in the sight axis-hole, and in the size of the pin or axis, would cause a serious misfit, whereas a similar difference in the measurement of the magazine, or of ihe recess in which it lay, would be quite immaterial. The operations of gauging, proving the bairel, and sighting, were successively described, as al-o the manufacture of the stock, which was of the wood known as Italian walnut, though largely grown in other countries. Among the smaller components, the screws were mentioned as being rapidly produced by the automatic screwmaking machines of Pratt and Whitney.
The Component Store received the various finished parts, which numbered 1591, or, including accessories, 1863, and issued them to tne foreman of the assembling-shop. Theoretically, the assemblers should have nothing to do but to fit and screw them together, but in practice small adjustments were found necessary. The amount of correction was generally exceedingly small, and was done wherever possible with the aid of emery wheels. The completed arms were submitted to inspection, and then issued in cases of twenty each to the Weedon Government Store or elsewhere.
This came from "Nature" A weekly journal of illustrated science volume 47, november 1892 through April 1893.
http://books.google.com/books?id=FMUKAA ... 4Q6AEwBzgK
You can figure there was some stress relief associated with the heating and cooling of the forged action body blank. Still theres nothing to indicate a deliberate tempering operation.
There seems to be no case hardening or carburizing of the action body, the bolt receiving more detailed treatment.
PS
Finally found the breakdown of SMLE alloys. Found on another forum long
ago.
Quote:
Specification No S.A./462 P, being for Rifle's No1 Mklll, with bantam long,
normal and short butt (S.M.L.E., .303-in. With cut-off.)
Refers to 57/Spefns/3866 Approved 14. 12. 1938
Body -- Steel. B.S.S.5005/401 -- Partially oil hardened, tempered and browned.
Barrel -- Steel. D.D.8 -- (Heat treated)
Bolt, Breech -- Steel. D.D.8 -- Oil-hardened, tempered, polished and browned or oil-blacked.
Head, breech bolt -- Steel B.S.S.5005/103 -- Case hardened and polished
Further, on page 8 it states: "If the bolt-head be made of mild steel it is to be marked with the letter "M" on the top of the wing."
NOTE: earlier specifications (S.A./242 for Rifle, Short, Magazine, Lee-Enfield (Mark 1). |C.|) 13th July 1903, called for the bolt-head to be made from malleable cast-iron, specifically 34F Special gun iron, case hardened.
Regarding barrel proof, refer to page 12:
(g) Proof. - The barrel will be submitted with the action attached for proof.
The distance from end of bolt to face of barrel will be tested with a
cartridge head gauge .067-inch. The proof will then be carried out with a
proof cartridge, the charge being about 33 grains of No.3 cordite, having a
service bullet of 215 grains, giving a mean pressure not below 24 tons per
square inch, after which the action will be examined; and the barrel, body,
and bolt head will be marked with the proof mark."
Action body steel
Iron based of course
Nickel 2.75 to 3.50 %
Manganese 0.35 to 0.75%
Chrome 0.30%
Carbon 0.25 to 0.35%
Quote:
Body -- Steel. B.S.S.5005/401 -- Partially oil hardened, tempered and
browned.
Would indicate a minimal hardening, probably oil quenching of the forging, then a drawing operation, to improve machineability. The resistence shoulders would then be hardened separately by the electrode method mentioned earlier.
Whether electrodes were always used is hard to say. Examination of MLM and LE action bodies would tell the tale. Gas heating with heat stop paste and heat sinks might work about as well, but require a lot more time and hands on work.
coyote tracker
Oct 09, 2011
Savageshooter,
Thanks again for the post. I had seen some of the latter part before but I did
not previously notice whether it had a date of 1938 which was close enough to
the introduction of the No.4. Even though the steel specification is for the
No1 MKIII it is likely that the same steel was used since the time lines
overlap. It looks like there is enough nickel to give a good steel.
The rest of the processing probably did give a good tensile strength to the action body without making it brittle.
SavageShooter
Oct 09, 2011
Here's some of what I found on the EN36 alloy.
BS 970 655M13 (the upper number is the present British standard number for this alloy. (EN36)
A high quality nickel chromium case hardening steel. Can be hardened to provide hard surface with a strong tough core. Used for high duty gears and shafts. Supplied in as-rolled condition in black square and round bar and bright round.
There are several Nickel Chrome alloy steels that have very similar numbers , EN361, EN36a, EN36C, etc.
Some of these are Chrome/Nickel/Manganese, while others are Chrome/Nickel/Molybdenum.
The EN361 has a much higher Nickel content.
http://www.roymech.co.uk/Useful_Tables/ ... gth_st.htm
Quote:
Material designation: En 36
Diagram No.: 1337
B.S. designation: En 36
Chemical composition in weight %: 0.14% C, 0.19% Si, 0.46% Mn, 0.009% S, 0.006% P, 3.55% Ni, 1.11% Cr, 0.12% Mo
Steel group: Ni-Cr and Ni-Cr-Mo case hardening steels
Applications: No data
Comment: McQuaid Ehn grain size: 4-5 (ASTM), as quenched grain size: Finer than 8 (ASTM)
Source: J. Woolman and R.A. Mottram, The Mechanical and Physical Properties of The British Standard
EN Steels, Volume 2, The British Iron and Steel Research Association, A Pergamon Press Book, New York, 1966, p.400.
Heat Treatment
End quench temperature: Curve A: 860 oC and Curve B: 770oC
Nickel content is a bit higher than the average of the British alloy mentioned earlier, and likely far more consistent. Molybdenum takes the place of some of the Manganese in this alloy.
I would think this steel is a good bit stronger than the earlier alloy.
So if this is the correct alloy it would be a Chrome Moly steel with a fairly high Nickel content, rather than Chrome Vanadium.
Another source gives the figures of 3.00% to 3.75% Nickel.
Rapidrob
Oct 28, 2011
When I did the article on the 2A and 2A1 rifles several years ago, I found that the steels used for SMLE and the No4 Mk 1 were found to stretch too much under the higher chamber pressure of the 7.62x51 cartridge. Lug "set-back" was a common problem and the project was dropped. The Indian Army knew this was a problem as well and went to an alloy that could with stand the higher pressure, still be flexible, and not crack under normal use. The army used an alloy that would become the same basis for the receivers in their FAL rifles. ( soon to change )
An alloy was used of Chrome vanadium, and nickle steel. A very expensive alloy to use in mass. The Indian Army could not tool up fast enough to build the FAL rilfe, and used the tougher steel for their modified SMLE type rifles, the 2A and 2A1. The quality of the build is very good and the rifles are very accurate and held up in combat with no reported failures other than the frozen barrel where the barrel burst,but not the action.
It's good to see that the steels of the No4 Mk1 were written about. I don't think anyone has posted that before.
I have had one no4 MkI that suffered from lug-set back. The receiver is dead soft and appears to not have been heat treated properly. It's a wall hanger now.
coyote tracker
Oct 28, 2011
RR,
What year was your N04 made and which arsenal made it?
Maximum Armor
Oct 29, 2011
This bolt is from a NO4 converted to a JC by Numrich gun parts after shooting one of his hot loads he found it like this.
Posted on another forum the Faz receiver took it and is fine but this matching bolt failed.
Rapidrob
Oct 29, 2011
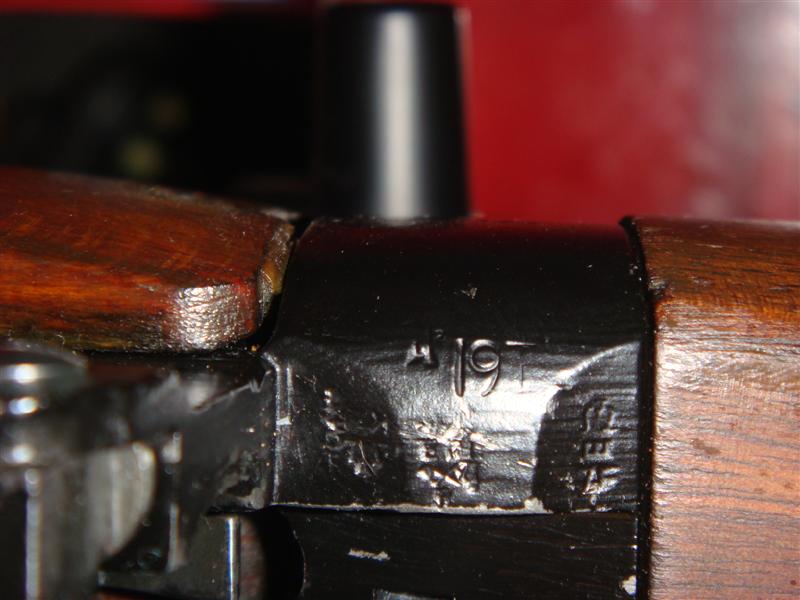
There are no makers marks on the receiver as you expect to see. The left side is marked No4 MkI ROF (F)
The serial number is electro penciled on the left side of the receiver and barrel MC25309. The barrel has several stamps. A crown over the letter N. A large "D" inside of a circle and a plain large "A" under the D. There is a proof of tons at the muzzle on the right side. All parts matched. The head spacing was checked by two others and was found to be at spect. If you fired the rifle the bolt would set back into the receiver and jam so tightly you have to use a mallet to open the bolt. The bolt lugs started to gouge the receiver and peen the locking recesses back. The receiver is not safe to shoot.
gsimmons
Oct 29, 2011
ROF(F) is Royal Ordnance Factory Fazakerley.
5Batt
Oct 29, 2011
Came across this little snippet from Ian Skennerton's S.A.I.S. 19 page 21/22 on the trial.
"Two No1 Mk 3/1 (MkIII*) rifles were converted, actions degraded by the use of plain carbon steel in lieu of nickel-chrome steel. The two rifles, reference numbered 1 and 5 (serial nos. D19781 & E30624) were fired against a third No1 Mk 3/1 unconverted. In test at Footscay, it was found that the converted bodies fractured at the ejector/charger guide position and stretch markedly. The extractor groove in the barrel was scored by the extractor and the front trigger guard screw loosened. Breech bolts became more difficult to operate although accuracy was satisfactory."
Whilst this seems to have no impact on the outcome of the trial & the conclusion the No1 action was unsuitable for conversion, i thought you guys may find it interesting.
SavageShooter
Oct 30, 2011
5Batt wrote:
"Two No1 Mk 3/1 (MkIII*) rifles were converted, actions degraded by the use
of plain carbon steel in lieu of nickel-chrome steel.
I've often wondered about that claim. I remember reading that Australia has
huge deposits of a high quality Nickel bearing ore (limonite?), so shortage of
nickel should not have been an issue, and Lithgow was established on a site
with easy access to iron deposits and founderies.
I haven't run across any other source where a substitution of carbon steel for Chrome Nickel steel is mentioned. If the actions were a late WW2 manufacture stopgap it might make sense.
Son
Oct 30, 2011
I have read with great interest the details provided by postings in this thread. If I may, can I suggest there might be other answers for the apparent stretching of No4 actions.
I was a little puzzled about this, as the British converted many thousands of already in service No4T rifles in .303 cal to 7.62 x 51 and they continued to serve their masters well for a couple of decades and many thousands more rounds without noteable problems.
The L42A1, being the flagship of the British rifle fleet, were re-worked No4T's. They were approved for service on 24th August 1970, and at the time the Lee Enfield Story was published in 1993, they were still in use firing 7.62 x 51. Right about now you might be asking the same questions I was.... Were the rifles Rapidrob used in good enough condition to start with? There is no way to answer that, unfortunately.. because there is only one way to be sure. And that is by testing the action with a "GAUGE, Inspectors Bolt".
The locking lug surfaces were only case hardened to a depth of between .004" and .006"....If the case hardening was worn down, then it would expose the softer parent metal below and be prone to allowing what Rob experienced. With the above mentioned gauge, (which was only in the possession of the Master Armourer) it could be checked to see if either or both of the locking lug surfaces were worn below serviceable limits. If it did not show even contact on both sides, the receiver was scrapped. If it did show even contact, it would be checked for headspace with the bolthead fitted. If it failed headspce with a No2 bolthead (If I recall correctly), the receiver was scrapped for excessive wear of the locking lug surfaces. Only the Master Armourer could authorise the fitting of a No3 bolthead. And according to my source, they rarely did.
Taking into account now, the rifles converted in England to fire 7.62 would have each been subjected to this testing. Only weapons passing the test at the highest level would have continued to the conversion. Any receiver more than minutely short of maximum case hardening thickness would have been rejected due to the rifles likelihood to not withstand the greater pressures of the 7.62 round.
Here in Australia, when many No4's were taken into the factory at Lithgow for conversion to 7.62 for rifle club members, I would imagine they were subjected to the same testing and then, if they passed and were converted, they were subjected to firing a proof round. The need for the testing was shown when rifle clubs began refusing entry to rifles which did not bear conversion and proof marks. I could see how many myths about the No4's suitability for the new NATO round were possibly perpetuated by worn out rifles converted and failing.
The pic in the posting above showing the bolt with the inner locking lug sheared off... Lets just think about what caused that... If the rifle had even contact on both lugs (as tested by a 'GAUGE, Inspectors Bolt") then it could not shear one lug without shearing the other. No, that bolt was not fitted to a receiver in good condition, and failed accordingly.
In summing up, I would like to suggest that a No4 rifle tested to be in good condition by the appropriate authorities with the appropriate tooling, converted to 7.62 NATO will give many thousands of rounds of good safe service to the shooter. The L42A1 is proof positive of that!
What happens to the receivers that are failed by the "GAUGE, Inspectors Bolt"... well they are obviously never to be fired again as they are on the verge of failing catestrophically at any time. Maybe not today, maybe not tomorrow, but definately not to be trusted! They were most likely turned into DP rifles...
Alan De Enfield
Oct 30, 2011
Son wrote:
...I was a little puzzled about this, as the British converted many
thousands of already in service No4T rifles in .303 cal to 7.62 x 51 and they
continued to serve their masters well for a couple of decades and many
thousands more rounds without noteable problems.
And - of course the Enforcer (7.62 NATO) was built on No4 actions, as were
thousands of 'gunsmith specials' (Parker Hale to name just one)
Maximum Armor
Oct 30, 2011
We still have to be careful looking at the bolt above they are all aging.
SavageShooter
Oct 30, 2011
The British 144 grain boat tail bulleted 7.62X51 ammunition used with the L42 was of exceptional quality for NATO Ball and well within the 48,000 CUP limitation on Interchangable Ball ammo specs.
No reason to believe there would have been any particular problems when this ammo was in use, there being only 2,600 CUP difference between this ammo and the .303 MkVII ammo.
Still some converted rifles failed re-proof at the higher proof standard for 7.62 NATO.
The Enforcer came about because many L-42 rifles leased to the Metropolitan Police were determined to be severly degraded and unsafe to fire. Enfield then built the Enforcer from the ground up using only carefully tested components. The higher quality of components and proof tesing at .308 Winchester commercial standards has resulted in the Enforcer being exempt from the more recent re-proofing requirements for use with NRA UK supplied long range target ammunition which generates much higher chamber pressure than the British 144 grain NATO Ball.
From the little I've found on conversions to 7.62 the most common failures in proof testing were from bolts being stiff and difficult to open after proof firing. It was counter productive to attempt to rectify this, since it would indicate a dimensional change, those rifles were scrapped.
Others have mentioned cracking of the right rail at the bolt takedown latch, saying that for this reason the MkI* action was considered a better choice for civilian conversions since it was not weakened there.
Lack of a radius where load bearing parts are milled with right angles has been shown to increase possibility of cracking of action bodies or bolts. This has also been the cause of failures of some FN Mauser lefthand bolt lugs and several types of autoloader pistol slides or frames in the past.
Alan De Enfield
Oct 30, 2011
SavageShooter wrote:
...Enfield then built the Enforcer from the ground up using only carefully
tested components.
That's interesting information - can you give any supporting evidence to this
fact as I may have to review parts of the book I am writing on the "Enforcer"
and all my research to date shows that the actions were simply picked up out
of stores - and - when Enfield couldnt find any in their stores they simply
went out and purchased any action (including Longbranch and Savage)
From information to date it seems that after the initial testing of the No4 action (and its approval) the fact that they were all built to the same specification meant that individual testing of components (actions) was neither required or implemented.
I have photographic evidence of several 'non-Enfield' actioned Enforcers - here is one using a re-cycled Longbranch action:

It would be very helpful if you could direct me to your source of information so I can ensure my book will be as accurate as possible in this regard (and any other facts you may have). Full credit will obviously be given in the book.
Alan De Enfield
Oct 30, 2011
This may be too much of a tangent but hopefully of interest:
Dated 1916 - "Manufacturing The Lee Enfield Barrel"
The general specification for rifle barrel steel:
Carbon, 0.50
Manganese 1.00
Silicon 0.30
Phospohorus under 0.015
Sulphur under 0.015
I presume the units are % but it does not say in the book
SavageShooter
Oct 30, 2011
That's interesting information - can you give any supporting evidence to this fact as I may have to review parts of the book I am writing on the "Enforcer" and all my research to date shows that the actions were simply picked up out of stores
"Ground up" as in using parts not previously used as a rifle. New actions
(even if NOS new old stock) and parts rather than converted wartime
manufacture rifles converted to 7.62.
http://www.amstevens.fsnet.co.uk/History.htm
A few passages
Quote:
The L39A1 'Target Rifles' were converted from the later Mark 1/2 and mark 2
Weapons and were specially selected from the stocks held at the REME depot at
Donnongton.
Quote:
Later on, in the early 1970's, minor modifications were made to the L39A1 by
the RSAF, Enfield to produce a sniper version of the No.4 rifle for police
use, which they finally called the Enfield 'Enforcer'
"Specially selected"
Quote:
In the meantime, the 'borrowed' L42A1 Rifles had not impressed the Met. Twenty
of the first batch to be 'hired' were returned straight away after being
inspected by the force armourer. Another five were sent to the Royal Small
Arms factory during the first year. Following an inspection by the Weapons
Branch, Technical Group, Woolwich on 2nd August 1972 it was found that 17 out
of the 30 rifles needed workshop adjustment and of those 9 were unsafe to use!
The defected rifles were sent to the REME workshops at Donnington.
Quote:
There was a meeting of interested parties which resulted in the Assistant
Under-Secretary of State at the Home Office writing to the Commissioner of the
Metropolitan Police asking for the L39A1 to be accepted in place of the Parker
Hale Safari rifle. It was pointed out that the L42A1 rifles 'loaned' to the
police had been 'early conversions from .303 to 7.62 and that all had been of
'war-time manufacture' with all that term implied in the way of quality
control!
Quote:
Colin Moon remembers being impressed with the quality control imposed when
making Enforcers, with more parts being sent to the 'scrap bin' than being
passed on to the next stage of producton at the factory.
From the wording I presume the following.
If the Enforcer ,unlike the L42, was not a converted No.4 or No.4 (T) then the action body had not previously borne a .303 barrel and its first proof firing would have been as a rifle built from the ground up with carefully selected and rigorously tested parts not previously used parts.
Efforts were made to ensure that all parts were up to the task before assembly.
The L39 rifles seem to have come from post WW2 manufactured No.4 Mk2 rifles , if they stripped existing rifles after careful inspection and selection then the completed 7.62 rifle would still be of higher quality manufacture than Wartime No.4 rifles.
If Wartime manufacture rifles were converted to Mk 1/2 standards at some point before being specially selected for conversion to L39 then the actions were still of the highest quality available from wartime manufactured actions.
While action bodies were keep in stock for replacement of warped or cracked bodies , the repaired rifle being then subjected to proof firing, its not that likely that complete but un proofed actions would have been. If there were stores of fully assembled but unproofed actions without barrels kept in stock that would be the first I've heard of it.
Here's the NRA UK final safety warning
Quote:
SAFETY NOTICE
ENFIELD NO 4 RIFLE CONVERSIONS TO 7.62MM
A safety warning concerning the use of Enfield No 4 Rifle actions converted to 7.62mm was published in the Summer Journal.
After further consideration of all factors influencing safety of these conversions and consultation with the Birmingham Proof Master, the following advice must be adhered to in respect of the use of Enfi eld No 4 conversions:
* Owners of Enfield No 4 actioned rifles converted to 7.62mm currently proofed to 19 tons per square inch are strongly advised to have them reproofed to the current CIP standard (requiring a minimum mean proof pressure of 5190 bar) which allows the use of CIP approved ammunition with a Maximum Average Working Pressure (MAWP) of 4150 Bar.
* Conversions retaining their original Enfield barrel or a replacement barrel as manufactured by RSAF Enfield are safe to use with commercial CIP approved ammunition, which complies with a MAWP of 4150 bar, loaded with any weight of bullet, providing they carry a valid proof mark, and are still in the same condition as when submitted for proof.
* Conversions fi tted with any other make of barrel (such as Ferlach, Maddco, Krieger etc) should be checked by a competent gunsmith to determine the throat diameter of the chamber/barrel fitted before further use.
* Conversions where the throat diameter is less than the CIP specification of 0.311" but not smaller than 0.3085" must not be used with ammunition which exceeds 3650 Bar MAWP when fired in a SAAMI/CIP pressure barrel.
* Conversions which have been checked and found to comply with Rule 150 may safely be used with any ammunition supplied by the NRA including the 155 grain Radway Green Cartridge, 155 grain RUAG Cartridge or other commercial CIP Approved cartridges loaded with bullets of any weight provided that the ammunition pressure does not exceed 3650 Bar when measured in a CIP standard pressure barrel.
* Owners of Enfield No 4 actioned rifles converted to 7.62mm who are uncertain as to the proof status of the rifle should have it checked by a competent gunsmith.
* Owners of Enfield No 4 actioned rifl es in any calibre are strongly advised not to use them in wet weather or without removing all traces of oil from action and chamber prior to shooting.
* Enfield No 4 rifles converted to 7.62mm calibre or any other 7.62mm calibre rifles which are fi tted with a barrel which has a throat diameter less than 0.3085" must not be used on Bisley Ranges.
* Ammunition loaded with bullets of any weight which are of greater diameter than the throat diameter of the barrel must not under any circumstances be used on Bisley Ranges in any rifle or barrel of any manufacture.
From the Spring 2010 edition of the NRA Journal.
Quote:
From information to date it seems that after the initial testing of the No4
action (and its approval) the fact that they were all built to the same
specification meant that individual testing of components (actions) was
neither required or implemented.
In a perfect world "all built to the same specification" might mean all were exactly alike in every detail of strength and durability, but this is not a perfect world.
Wartime manufacture pressures would make it practically impossible to assure that each and every action was totally free from defects, or that every lot of steel used had exactly the same percentages of alloying ingrediants much less that every action had exactly the same strength and wear resistence.
As I said earlier, so long as the 7.62 ammunition used was within NATO interchangability specifications a No.4 rifle in good operating condition was unlikely to have any problems when converted to 7.62X51. The most modern long range matchgrade loads often push the limits of the maximum allowable pressures for the .308 and greatly exceed the average working pressure of the standard 7.62 Infantry Ball of the time period when the L42 was the standard sniper rifle.
Use of other types of 7.62 ammunition that exceeded the average working pressure of the 144 grain ball is likely the cause of the degradation of the L42 rifles first leased to the Metropolitan Police.
Son
Oct 31, 2011
It would seem the pearls of wisdom spoken to a few of us at Lithgow, 29/7/2007 By Ian Skennerton ring true again. When asked if he was going to do another Lee Enfield major work he said that no, he wasn't. One thing he said he had learned above all else is that no-one will ever know it all.
We knew then the reason for continually updating his book over a period of 25 years was to introduce new information and keep correcting other information that was proven to be inaccurate. Anyone who has read all three majors will know how much has changed in that time. We are all here to learn by the sharing of information. How we all process that information is up to the individual, but I would say "a bird in the hand is worth two in the bush" and "horses for courses" are two very good formulas to apply when processing info.
Examples from above... we have written word that suggests the item in Alan De's pic doesn't exist... and as for the ammunition discussion... if you build something to use the best type of fuel available at the time, and then fuels are improved further... well perhaps it isn't a good idea to measure performance against something it wasn't built to burn. The safety notice provided by ss was a wake-up notice at the time to tell people that these rifles weren't designed to take the hotter modern loadings... so why on earth would anyone subject them to those loadings and then complain and blame the tool for failure when the fault clearly lies with the ignorance of the operator.
I am yet to see a legitimate failure that could not be attributed back to the operator in some way. But I am open to the suggestion, as long as the topic can be discussed in a rational manner.
I am the first to admit, the No4 rifle in particular isn't my strong point.. I don't like them! I have learned a hell of a lot in this thread and would like to thank all contributors for showing what can be achieved... just by keeping in mind what candyman said about getting along.
SavageShooter
Oct 31, 2011
Quote:
Examples from above.. we have written word that suggests the item in Alan
De's pic doesn't exist...
The action obviously does exist, but whether it was common practice to recycle
these actions when assembling Enforcer rifles is not clear.
There seems to be little difference in the specifications for the L39 and the Enforcer (butt stock, and magazine), so If the chosen action bodies were in short suply I suppose substitutions would be made.
It reduces my confidence in the Enforcer if used actions were substituted, but many rifles built towards the end of WW2 production were never issued or even delivered, and I'd expect these would be at the top of the list for conversion to Mk1/2 specs.
PS
These are just my impressions from the little I've read on the subject,
nothing authoritative.
It might well be that some of what is said about the Enforcer production could be hype.
Maximum Armor
Nov 01, 2011
Can a person tell if his receiver has gone through a retreating process by color to bring it up to 7.62 standards if it isn't marked?
SavageShooter
Nov 01, 2011
I don't think they attempted any reheat treatment, and its unlikely that this would do anything to strengthen the receiver.
When steel objects of complicated shapes are mass produced, especially under wartime pressure, theres always going to be some variation in hardness and other qualities according to the individual weapon.
From the start the steels supplied are only expected to meet a specification which allows some leeway in the percentages of alloying metals. Some rifles will then be made of a steel alloy a bit tougher than others, and some will be within the lower limit of the specification. All would be within the safe limits for the cartridge the rifles was designed to use, and have a significant safety margin.
Even then a small percentage will fail proof tests due to unforseeable defects in the alloy or manufacturing process.
Proof testing weeds out those rifles which bear gross errors. A defective rifle may not blow up, up can indicate its unservicability by gross changes in dimensions and fit of parts, such as warped action bodies.
As cartridge Average Working Pressure goes up, maximum deviation pressures per lot also go up. A M118 7.62 cartridge with working pressure of 52,000 CUP can generate up to 57,000 CUP at maximum deviation. There are also high temperature exposure tests for military ammo, the cartridges heated to 130 degrees or more and then tested. This mimics a cartridge left in a chamber after a long string of firing where the barrel is extremely hot, or ammo left in an vehicle in desert sun all day.
The British found that unprotected ammo crates on the Indian Northwestern Fronteir could reach temperatures of 160 degrees at mid day.
So it not just the published working pressures that you have to take into account.
Maximum Armor
Nov 02, 2011
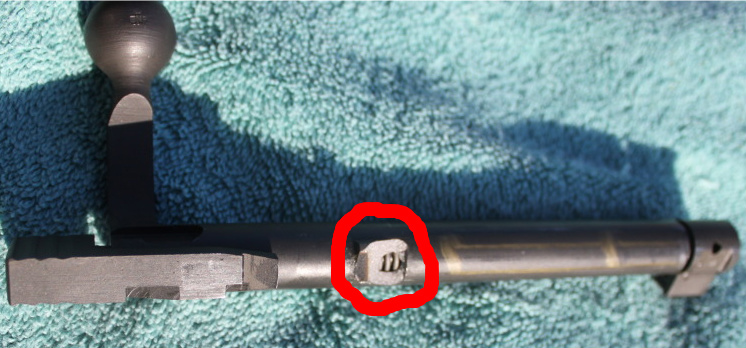
I think I remember you talking about this in another post but what I was thinking of was long after the war ended these rifles were use in competition shooting and I think I read somewhere the L42s went through a heat treating process and were reproofed afterwards marked with a 19T receiver, bolt head, and bolt but if there not marked how do you tell?
SavageShooter
Nov 02, 2011
I've not seen any reference to reheat treatment of L42 action bodies. The L42 was at least originally a converted No.4 (T), though I've read a tutorial on converting standard No.4 actions to the L42 configuration. No mention was made of any reheat treatment.
I've only seen images of the 19T marking on the boltheads, those with access to these rifles can tell you if there are further markings on the action body.
The 19T ( British "Long" Ton= 2,240 pounds) proofed bolt head is no longer considered an adequate proof for use with the most powerful available 7.62 and .308 long range match ammo. The rifles must be reproofed to 20T before they can be used in competition where the NRA UK standard long range match ammunition is used.
The NRA contracted for this ammunition when the MOD stopped supplying Radway Green ammunition which had a lower chamber pressure and greater consistency in pressures.
Another factor was that many Match rifles converted to .308 by civilian gunsmiths or firms were fitted with bbarrels that had undersized bores to seal better when milspec ammunition with undersized bullets were used. Some of these aftermarket barrels were as tight as .306, and chamber necks were also often undersized, too tight for the same cartridge case neck if standard .3085 bullets were used.
A series of tests run by a consortium of engineers at Radway Green and the Birmingham proof authority disproved the old claims that undersized bores or oversized did not significantly raise chamber pressures.
The Ruger company had also found this out in earlier experiments with custom .303 chambered single shot rifles built using .308 bores for use with .308 matchgrade bullets.
They tested the rifles with standard .303 ammo and found pressures went up by around 8%.
(I found that last information in a post on another board by a former Ruger employee, so this came from his memories of a long ago test rather than any official report)
The Ruger single shot is now available in .303 but the barrels now used are in the standard diameter range for the .303, with some owners complaining that the bores are if anything too loose.
When ammunition that produced rather mild pressures for the chambering were used this was not an issue, but when modern high pressure loads were used the undersized bores and chamber necks pushed pressures past the safety margin limits even at average working pressures, and a max deviation cartridge could damage the action locking surfaces causing early failure.
It has long been known that insufficient clearance at the chamber neck causes a greater rise in pressure than a too tight bore. Use of .268 bullets in a 6.5 Remington Magnum rifle had caused failure of a Remington Model 600 carbine. The .228 bullets that were once the type used for the .22 Savage Hi Power can cause similar problems if used in a rifle with .223 bore.
Rifles with fairly loose milspec chambers are less affected, since the milspec chambers have extra clearance to compensate for battle field grime.
All .308 rifles to be used in competition on NRA ranges must now pass gauging and measurements of bore and chamber dimensions.
Maximum Armor
Nov 02, 2011
That is alot of info to chew on, but back to my first question. How do you tell if my receiver has been heat treated and is it still safe to use 19T proofed parts?
SavageShooter
Nov 02, 2011
If the No.4 action body is anything like the SMLE body then the only hardening operation would be to the locking lug surfaces and recesses. Unlike the Mauser and most other bolt actions the Enfields are differentially heat treated. Those parts that take the thrust and pressure of firing directly are hardened against wear, the rest of the body has the temper drawn. The heat treatment is similar to that of a sword where the edge is hardened to hold an edge but the body of the blade is left springy.
As the NRA safety warning puts it those rifles proofed to the earlier standard are good to go with ammunition in the pressure range of M80 Ball or its equivalent (48,000 CUP or 50,000 PSI with a maximum deviation of 53,000 PSI which roughly equals 3650 BAR).
Quote:
Owners of Enfield No 4 actioned rifles converted to 7.62mm currently proofed
to 19 tons per square inch are strongly advised to have them reproofed to the
current CIP standard (requiring a minimum mean proof pressure of 5190 bar)
which allows the use of CIP approved ammunition with a Maximum Average Working
Pressure (MAWP) of 4150 Bar.
Quote:
Conversions which have been checked and found to comply with Rule 150 may
safely be used with any ammunition supplied by the NRA including the 155 grain
Radway Green Cartridge, 155 grain RUAG Cartridge or other commercial CIP
Approved cartridges loaded with bullets of any weight provided that the
ammunition pressure does not exceed 3650 Bar when measured in a CIP standard
pressure barrel.
The 4150 BAR (60,187 PSI) ammunition would be the maximum allowable pressure of modern long range match ammunition intended to provide super sonic velocities out to 1,200 yards.
To use this ammo would require re-proof of the rifle at 5190 BAR (72,270 PSI).
So if you run across a conversion kit with 19 LT Bolt Head and barrel you can expect the conversion of a very good condition No.4 action to be strong enough for use with M80 Ball, but thats about the limit. If the converted rifle survived a re proofing at 72,000 PSI then it might be alright to use more powerful loads like the M118 or modern long range match loads.
I've looked up this sort of long range heavy bullet load on Hodgdon's online manual and found that many generate very close to or over 60,000 PSI, with no mention of the maximum deviation factor.
Maximum Armor
Nov 02, 2011
Why I ask about this is I have a 1945 LB rifle converted to 7.62 the receiver & bolt has been polished and it is a brownish red color the barrel is proof stamped the same as my 1916 SMLE [303] 4160 bar the bolt head is 19T stamped it shoots fine with off the shelf or reloads it just looks like it has been heat treated [it also has FULTON REGULATED on top of the barrel flat]
SavageShooter
Nov 03, 2011
Maximum Armor wrote:
Why i ask about this is i have a 1945 LB rifle converted to 7.62
Sounds like a well done commercial conversion, but you should probably slug the barrel to be sure its not one of the undersized bore type, some of those are as tight as .306 and would raise chamber pressure quite a bit.
Fultons is a well respected firm, if they did the conversion work its probably a topnotch job, and even if the conversion was done before they worked on it I would expect they had given it a good going over.
A brownish coloration could be due to use of a Browning solution rather than bluing. The British made no distinction between bluing and browning and called bluing "browning" as well.
Browning goes back to the Brown Bess Musket and was also called "Pickeled Steel" probably because vinegar was part of the solution.
Browning and "Plum Brown" are finishes used for many muzzle loaders and older shotguns, the solutions are available for finishing replicas of antique guns. Plum brown has a reddish or purple cast.
You'll occasionally see older military rifles which have taken on a brownish look from rust and weathering, and an improperly done bluing can result in a brown finish.
Whether this is the case with your rifle is hard to say without close examination.
If you post a close up image I could get a better idea.
PS
from wiki
Quote:
Browning is controlled red rust Fe2O3 and is also known as pluming or plum
brown. One can generally use the same solution to brown as to blue. The
difference is immersion in boiling water for bluing. The rust then turns to
black-blue Fe3O4. Many older browning and bluing formulae are based on
corrosive solutions (necessary to cause metal to rust), and often contain
cyanide solutions that are especially toxic to humans.
example of available plum browning solution. http://www.dixiegunworks.com/product_in ... ts_id=3167 I ran across the formula for the cold bluing solution used by British armorers awhile back, they called it "Browning" so its likely that if the final bath was skipped the finish would be brown instead of black.
Maximum Armor
Nov 03, 2011
I have changed the stock but the rest is the same now that i look at it again it does look like a plum color.


Maximum Armor
Nov 03, 2011
Here are a few of the L42A1 pics I have.


Maximum Armor
Nov 03, 2011
The Canadian DCRA rifles are said to be just NO4 receivers and bolts [303 to 7.62] with a new bolt head marked with a A inside a C I always thought all 3 were reproofed to 19T spec? [a L8 rifle in some way]
SavageShooter
Nov 03, 2011
Thanks for posting those photos. Till now every source of information I've found on these rifles has mentioned the 19T marked bolthead but made no mention of 19T markings on any other action parts.
The Kits available here in the 90's had only the barrel, bolthead, and magazine. I think these were Sterling made kits meant for export to countries that still used the No.4.
India had contracted for (If I recall correctly 60,000) conversions, either converted rifles or kits to do the work, some No.4's were in inventory there though India used the No.1 almost exclusively.
India developed the 2A rifle and the No.4 and No.5 rifles remained fairly rare in their service.
When they canceled the conversion contract, apparently due to a tiff over Sterling refusing or being prevented from selling SMGs along with the conversions, the kits probably trickled into the civilian market over the years.
I do remember seeing a converted No.4 reworked by Fulton advertised on a UK site, this rifle was described as having one of the undersized bore aftermarket target grade barrels, so slugging the bores of any of the conversions is a must for safety.
I suspect many owners of those rifles with very tight bores have chosen to sell them off rather than go through the hassle and expense of rebarreling and re-proofing to meet the NRA specifications for competition. Cheaper to build up a new rifle I suppose.
Tight bores were used for the early production British version of the FAL rifles. These used Enfield pattern rifling with minor and major diameters reduced by around .001. In endurance tests these tight bore barrels gave an accuracy life of between 30,000 to 50,000 rounds. So even a well used rifle with tight bore should continue to be accurate long after a conventional barrel would have worn out.
Extra tight bores have been used by American target shooters as well, for the purpose of providing a better seal when boat tail Match grade bullets are used.
Tight chamber necks are not a very good idea in the long run, at least if several different types of ammunition will be used. Variations the neck wall thickness can make a load that is safe in one brand of cartridge case dangerous if used in a case of other manufacture.
I obtain the same beneficial effect of a tight chamber neck by only resizing 2/3 of the case neck, the rear portion of the neck remains expanded to center the bullet to origin of rifling.
I necksize only and mark the rims to rotate the case 180 degrees on firing the first reload on a case. From second reloading onwards the case is fireformed perfectly centered to its chamber.
Since British target shooters are usually prohibited from using handloaded ammo in NRA competitions they had to go to a tight chamber to make the most of the NRA supplied ammo, which until recent years had been surplus ammo supplied by the MOD.
Maximum Armor
Nov 03, 2011
Do you think my receiver has been heat treated or is it just another form of bluing? Under different light it does have a redish color to it also.
SavageShooter
Nov 03, 2011
Maximum Armor wrote:
Do you think my receiver has been heat treated or is it just another form
of bluing?Under different light it does have a redish color to it also.
Best I could tell from the photos this looks to be a case of refinishing and
more likely than not a case of improper application of a cold blue
solution.
I kind of like the look of it as is.
I don't think the color comes from any attempt at reheat treatment.
PS
When I first used Cold Blue I polished barrels and actions mirror bright, but
found that too slickly polished surfaces did not take the bluing as evenly as
parts only sanded with 1000 grit paper.
Brightly polished parts could turn out with blotches of reddish tinge.
The action of your rifle looks to have been polished too much for the bluing solution used, and possibly carded too agressively. Use of tap water for rinsing rather than distilled water can also discolor a cold blue job.
Since the water here has too much minerals I use 40% rubbing alcohol with no extra ingrediant for the final rinse. The water in this alcohol solution is free of minerals and de-ionized. The results have been very good, I've obtained deep black finishes with half the work.
coyote tracker
Nov 04, 2011
Is it possible the color is from hot bluing at too high of a temperature? I did this once to an FN49 bolt carrier and it came out this plum color partly due to the temp and partly due to the high nickel content.
Maximum Armor
Nov 04, 2011
Anything is possible it does look like it was heated because of the way it changes color in the light [a rainbow affect] like some of those old single shot shotguns.When i bought it i had a choice of 2 a DCRA rifle [1390] and this,the look of it was one of the things that helped me make up my mind.
coyote tracker
Nov 04, 2011
I need to be more precise. I used a lye-nitrate water bath to immerse the parts, but did not have a thermometer. Most parts came out black/blue, but the carrier came out plum.
SavageShooter
Nov 04, 2011
coyote tracker wrote:
Is it possible the color is from hot bluing at too high of a temperature? I
did this once to an FN49 bolt carrier and it came out this plum color partly
due to the temp and partly due to the high nickel content.
High Nickel content is a possible factor, the only sources I've found on
Enfield metallurgy tell of Nickel being the major alloying metal.
The armorers cold bluing solution may be formulated to take high nickel content into account, other cold blue or hotbath bluing may not be as well suited to these alloys.
PS
I've given further thought to my problems in cold bluing steel that I polished
to mirror bright.
One is lack of any surface scuffing that would work to give the solution something to cling to. Another is that the binding agent used to hold the bricks of polishing compound together may have contaminated the surface.
There's also the possibilty that the compund I used may have contained a non ferrous metal that remained as a microscopic smear held to the steel by some magnetic or static attraction. If so the contaminating metal may have reacted to the cold blue solution. This was before I began using 40% alcohol to clean the parts, so a waxy binder may not have been completely removed.
I plan to cold blue a pistol frame soon, so I can give the high polish method another try with closer attention to cleaning after polishing.
Also I just remembered that when Winchester went to a sintered iron frame for the model 94 these frames could not be blued in the normal manner, they turned out purple.
To obtain a black finish the receivers were plated with some other ferrous metal and then blued.