
I have a 0% frame (cast) with only the slide lock recess cut in partially. Question is what is the best way to locate the takedown pin hole? I know on the 0% AR frames we located to the center of the mag release boss. But looking at the 1911 frame prints I am not seeing a good landmark to reference to.
I too have been wondering about these castings with no holes.
I also cant find enough information to get a good starting place.
The slide stop hole starts .450" from the top of the receiver but i cant find the total depth of the hole including the barrel link slot.
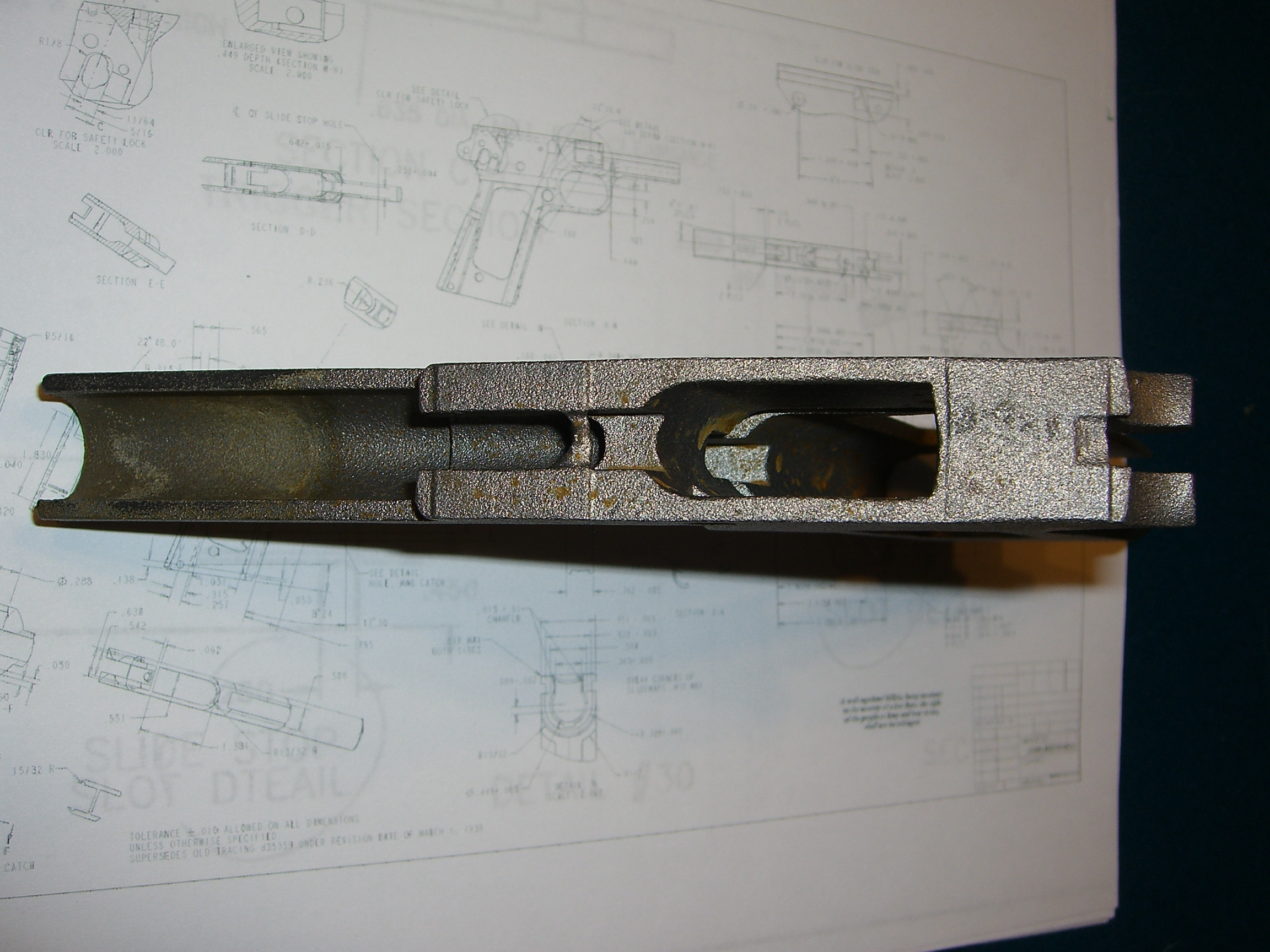
Maybe to get an idea, you could print out a scale size drawing of the frame on tracing paper and lay it on top of the frame to see where everything is located.
Are there parts of the casting that are not machined? Something like the dust cover or trigger guard area?
as brokengun mentions the slide stop hole is .450 from the top of the rails and next you could get the dim that the hole is from the end of the dust cover. I would throw in a extra .020 or so and scribe lines. The x will be close to where you want the slide stop hole.
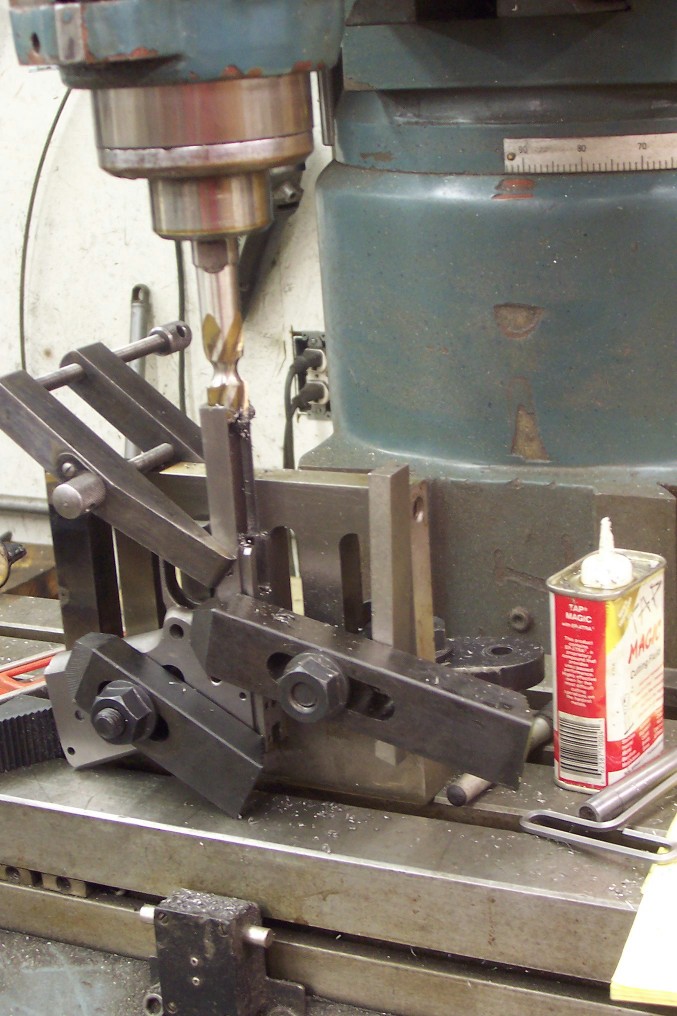
Or clean up the top of your frame with a milling machine and overlay a finished 1911 frame and clamp the two together. Then with a transfer punch, mark the center of your slide stop hole.
Blindhogg; is the barrel channel flush with the dust cover?
I'm finding that some of these castings are very tall. Ive seen measurements from the top of the casting to the dust cover being around .730"
if the barrel slot is flush or even with the inside of the dust cover, this means almost .050 needs to be planed off the top.
I'm finding that some of these castings maybe very thick and there not even anywhere from .810-.833
Blindhogg is the overall frame to be planed to a width of .751?
I agree w/brokengun and Blindhogg the reference needs to come from the slide stop hole. From what I can gather the hole is basically to spec. within spec'ed tolerance per the John Browning drawing I have (0.237 wide and .353 high) and have not measured yet but looks like it has the proper 4 degree tilt.
So from this we have the horizontal location of the slide stop hole. Now, it looks like the vertical location, like Blindhogg suggested needs to come from the top of the rail. Going back to the only reference we have, the top of the rail is .511 from the bottom of the slide stop hole, giving rise to the idea that the rails need to be cut down about .061 (+/-).
The frame as cast is .853 (+/-) wide. Considering this I am thinking that the first machining step ought to be cutting the sides down equally to get the spec'ed .750 width. Followed by cutting the rail height down to spec. ref'ed to the slide stop hole. Thoughts?
7mmtcu; have you drilled your barrel slide hole.
I noticed the blueprints that I have says the hole should be 4*degrees off of the slide stop hole but I don't know if that means below slide stop hole or if it means the distance plus 4* degrees
The distance on the blueprint is between the hole centers.
There is no plus 4 degrees, the hole is at a 4 degree angle as shown.
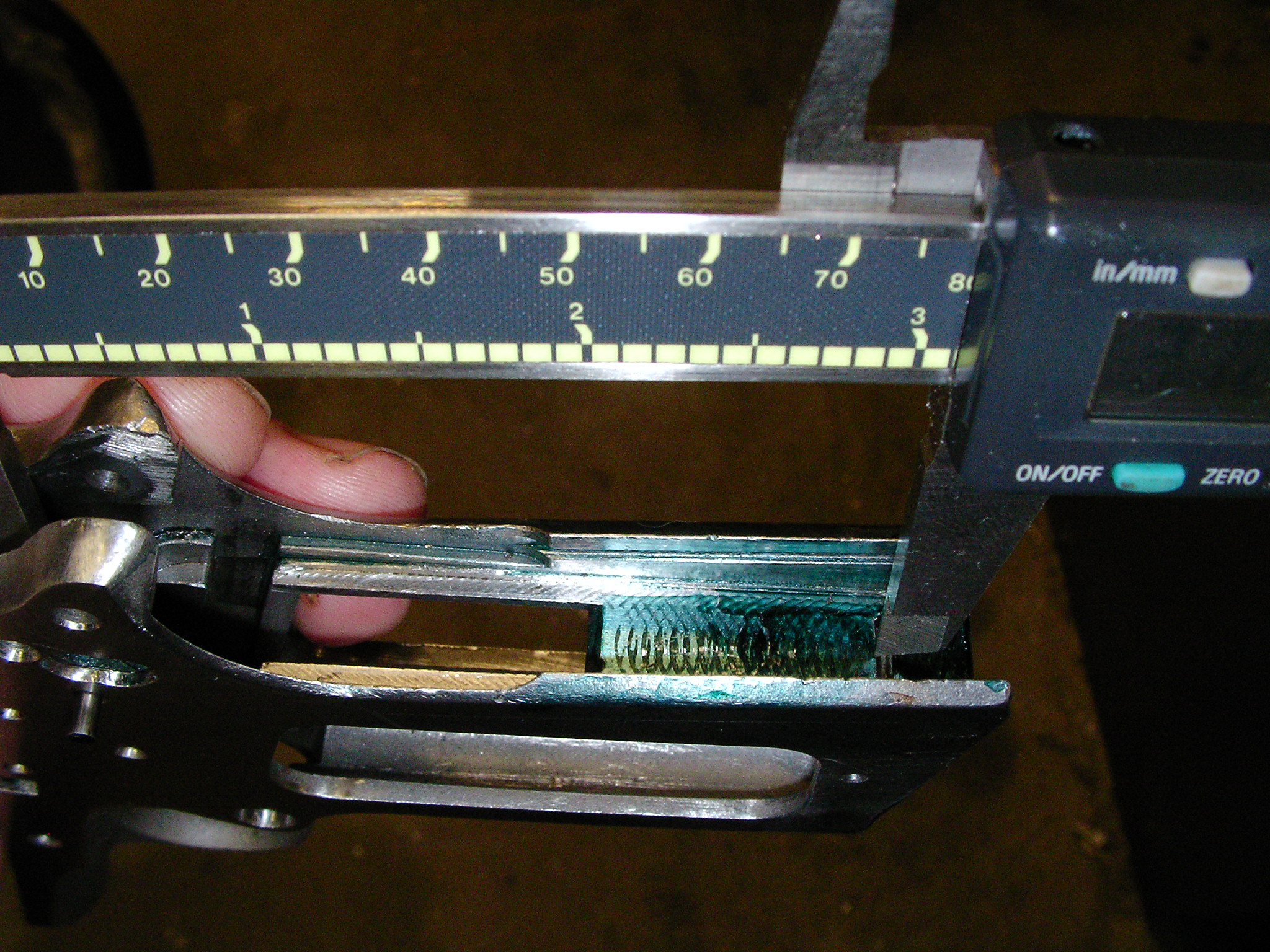
Pictures putting pins in each hole and measuring the distance with calipers from the outside of each pin, the dimension shown is minus 1/2 the diameter of each pin.
Your calipers are at a 4 degree angle.
Does that make any sense to you?
Are you reffering to the slide stop pivot pin hole(ie the one that most of the holes are referenced to)?Yes 7mmtcu I am referring to the slide stop pivot pin hole.
I didn't mean to confuse people i just used the wrong terminology.
Determining the proper location of that hole in my opinion is critical because some of the casting that I've seen seem to be over-sized in some areas and OK in others.
Dean have you started to mill or plane your casting to proper width?
I'm very interested in your progress because i think your build will pioneer the way for others.
I have found the Slid Stop Pivot hole is even with the bottom of the 4* angled hole on all the frames I've done.
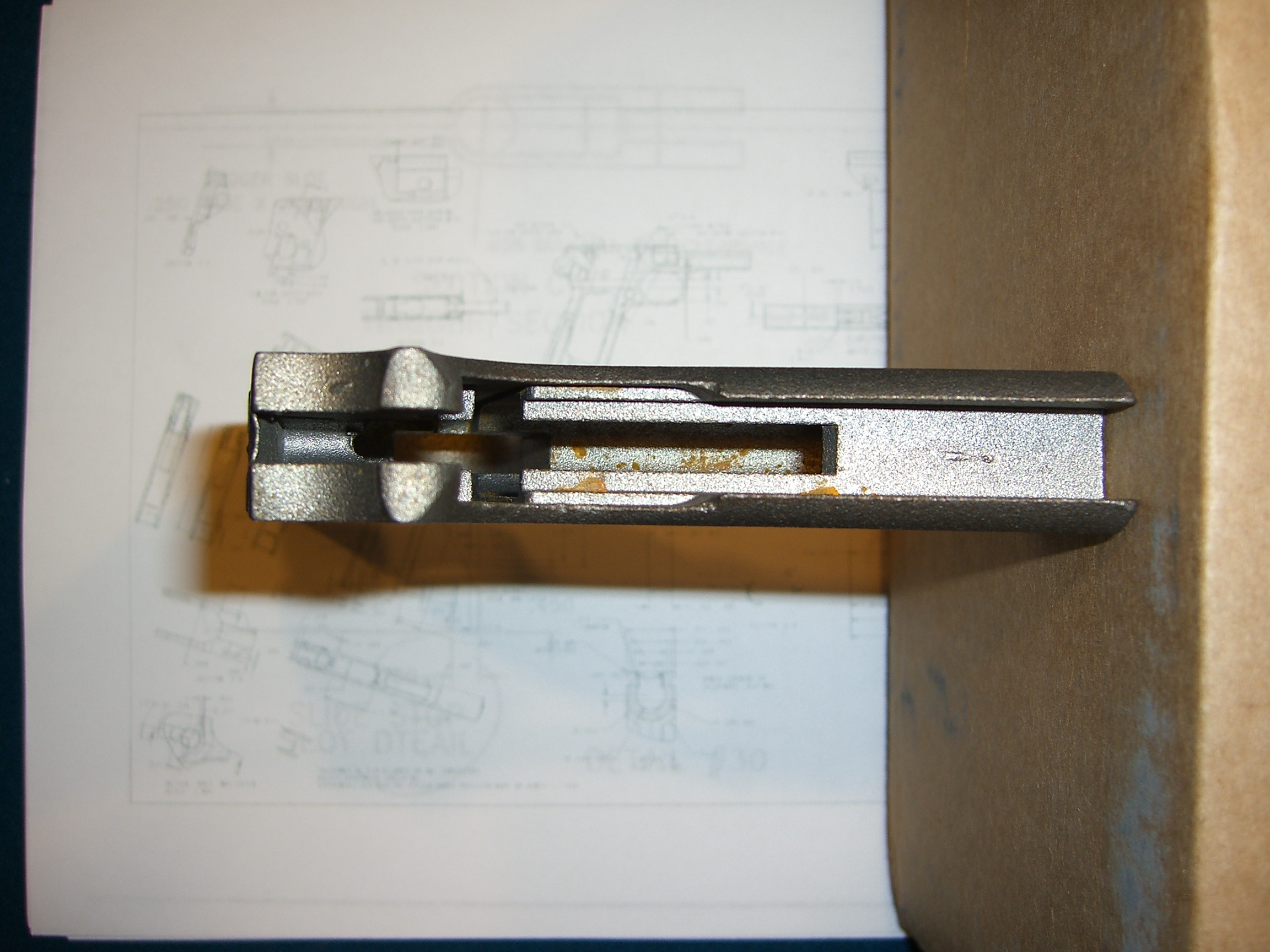
Those big pictures you put up show the frame very well..I messing around cutting on 'zact same frame myself..They nothing at all like the KT 1911 frames are they? These frames will make you work for it.
I have three of these cast frames. I soon decided I need to cut on just one of them and build the gun and see where or if I screw-up, there several areas that have me perplexed and working slow..I probably will finish the frame today.....before I did any other work ,I tig welded in the loading ramp area, It finished purty on the ramp side.
Uhmmmmm I got the rough cast SLIDE also..Lotttttttts of work to do to get that thing to fit and function and too good chance I'll mess it up..Its stainless same as the frame..I find its already been heat treated , measures 35C Rockwell..Likely by tuesday I'll be ordering a finished slide..
7mmtcu The locking lugs that are cast in are a good .070 deep and they only need to be .045 engagement , are you sure they need to be cut on?...Drilling the firing pin and extractor pin holes are not too bad I would think.......Well I figure to try cutting on'em and see what happens...
. See the ugly end mill I used to open the dustcover to .660 today...Thats a .750 endmill I had previously ground on for some application and this time I ground its dia. down to .660 and then used the power quill feed to plunge it slow......I am making a few little mistakes as I go along but nothing too bad yet...Reading the schematics is not easy with my ole eyes...
AW,
You may be right on the lugs! I was just assuming they were roughed in. Those two holes still have me worried?
Thinking that the frames were CrMo (Sarco guy advised they were steel!) I bought a couple of their partially finished slides. Not much work needs to be done on them but they are steel.
My goal in this whole exercise was to end up with a tight fitted replica of the "standard" old Army 45 right down to the park finish. What a classic look! Great photo... I was going to mention in my last post about cleaning out the dust cover to clear the slide. I am searching around for a long end mill to accomplish that step!!
Your frame looks really good!
7MM - So you set the first slide aside and ordered what? You get the slide they say is 90% complete for 30 bucks?
Ohhh hey, have you milled the .040 wide slot across the backside of the grip , under the main spring housing?..I used .039 carbide burr spinning 4800rpm and sloooooow feeding to cut that slot..PITA..and the schematic sucks,or I didnt understand the coordinates, I ended up with the spring in that slot being incorrectly positioned by about .020 too high on the trigger stirrup..It works but it aint right, I'll need to tweak on the sear spring a bit to make it right....Holler if you need pictures showing how and where that damn slot should been cut..
Wolfy, 7mm, I have found that if you put your sear pin in and set your calipers a 3.100, hook them on the pin and and scribe a line in the MSH area, then go in with a 1/16 end mill and run your mill below the line ( so the top of the groove is on the scribe line ) you will be fine.
The spring will want to push down, and has no where to go so your set.
With these frames I do not trust the comming off the bottom thing, on the sarco compacts I will have to take 1/4'' off the bottom of the grip for the mag to fit.
Like this....
AW,
Slide I have is the 90% Type 1. A couple of pics below.


The type 1 slides have two holes drilled for the front sight but no cuts for the rear. Sarco offers the two pin front sight to fit.
Swat,
The ones I got don't look too bad. I guess its pot luck.
Here is a pic of the prep for the front sight.

When you cut the dust cover to size did it make it very thin? Could you share a picture if the completed frame showing the thickness of the dust cover. Where the barrel link sets did you have to open that area up to .450?Brokengun
Well therin lies the source of many a my problem. I made that endmill/drillbit thing .660 dia when I should have made it even larger ..So what I had to do was file down the springtube, front of the slide..But filing off small amount and trying the fit , then filing off bit more and trying the fit- over and over ...quite a bother. Next one I do I will take more out of the bottom of the dustcover, I'm okay on the width..
I been machining the cast slide...That'll put hair on your chest. But it'a about done , will be testfiring this one this week.

Where the barrel link sets did you have to open that area up to .450?No, using the lathe I turned down the big end of the recoil spring guide to set into that area that is 'sposed to be .449 according to the schematics- didnt have to trim but tiny amount off, was almost .449 to start with.
Did mill it to .365 wide for barrel lug and link to fit in there.....You working with the same rough casting as 7mmtcu showed pictures Brokengun?....
ALPHAWOLF45;
{You working with the same rough casting as 7mmtcu showed pictures
Brokengun?....}
Thats now a yes and No question. Yes I started out with the same casting shown
by 7mmtcu.Now its scrap metal
I haven't used my mill for so long I forgot about how crappy the back lash was on the down feed.
Well I remember Now!
:( :( :(
ALPHAWOLF45; What are you using to cut the side rails?Most are using a 1/16 screw cutting saw some suggest a 3/32 slitting saw.
Brokengun
Well sorry to hear youve made scrap of the first casting but I sure know how that can happen..I'd scrap this first one if I had Blindhoggs standards....But I'm easy to please.Hehhehheh
I boogered several places on this first frame but I fixed it and carried on, want to make every mistake on this first frame and do better job on the next one...Tig welding these stainless steel frames turns out nice..
.I am having problem with the drawings, dimensions are missing or difficult for me to read....I am in the house right now - on the computer- trying to find dimensions for the firing pin hole in the slide..I just now drilled the extractor hole..
I have an assortment of cutters, I picked thru'em till I found one that would work..It was .094 with a small wobble that made it closer to.098..Had to make a couple passes to get the right width..That cutter is the same one I used to cut the rails inside the slide.
Heres a picture of when I cut the rails..I did end up with good close fitting slide after lot of filing , sanding, stoning..Really I dont know why I just didnt mill it close enough to fit-up without working at it with abrasives...Loose fit slide would suit my needs.

AlphaWolf45; I was looking at your build was it a 14.95 compact casting from sarco or was it a 0% casting from sarco?It wasnt either of those two choices . It was the $37.95 #C45225 1911 Frame and slide casting combination.....They may still have them...But they are rough as hell and they made for using an expensive ramp type barrel..I welded mine up and recut and ground in a new ramp.
I ordered a compact frame last week for grins and giggles...
I need to make cut in the slide for thumb safety and drill slide for firing pin and then will be ready to shoot this thing once or twice in the backyard....Note that slide is one of the castings and she still ugly/unfinished but I think its going to work...I dunno...
